ページ番号:3710
掲載日:2024年5月20日
ここから本文です。
金属加工科(一年コース)
金属加工(溶接加工、板金加工)の技術と資格を手に入れる!
目次
概要 目指せる資格 教科・時限数(シラバス) 実習風景 修了生からのメッセージ


定員
20名
期間
1年(4月入校)
内容
金属の切断、成形、組立等や溶接に関する基礎的な知識と技術を身につけます。また、金属加工業種で多くの分野を占める溶接は、手アーク溶接、半自動溶接に加え、アルゴン溶接の知識と技能を習得し鉄工業・金属加工業の幅広い分野で活躍できる人材を育成します。さらにCAD/CAMシステムによる精密板金に対応できる人材の養成も行います。
職種
建築・化学プラントなどの構造物の製作や、CAD/CAM、NC工作機械を活用した精密板金などにかかわる仕事等に就職できます。
技能五輪全国大会にチャレンジ
在学中に技能五輪全国大会(23歳以下の技能者が職種ごとの技能レベル日本一を競う大会)への参加をサポートしています。
これまでも、数多くの生徒が構造物鉄工職種に挑戦して、優秀な成績を残しています。
なお、現校舎は、2000年に埼玉県で技能五輪全国大会が開催された際、サブ会場として構造物鉄工職種を含む競技が行われた所です。
目指せる資格
在校中
2級技能士(構造物鉄工)
当校修了生は、実務経験と学科試験が免除されます。通常、実技試験には入校後4か月目で挑戦します。
各種修了証
- ガス溶接技能講習修了証
- 安全衛生特別教育修了証
JIS検定(溶接技能者評価試験)
意義
近年、溶接関連企業での溶接作業従事者については、有資格者が行っている状況で、これを商品の目玉として売り込みをしている企業も数多くあります。また、鉄骨構造の現場で溶接作業に従事する者にとっては、必要不可欠のものでもあります。
こうした現状から、工業標準化法に基づく各種の溶接技術資格の取得を奨励しており、この検定に合格した修了生は、就職先の企業から高い評価を受け、本人も技術者として誇りを持って仕事に精励しています。
取得実績
実務経験後
- 溶接管理技術者
- 鉄骨製作管理技術者
- 建築鉄骨検査技術者等


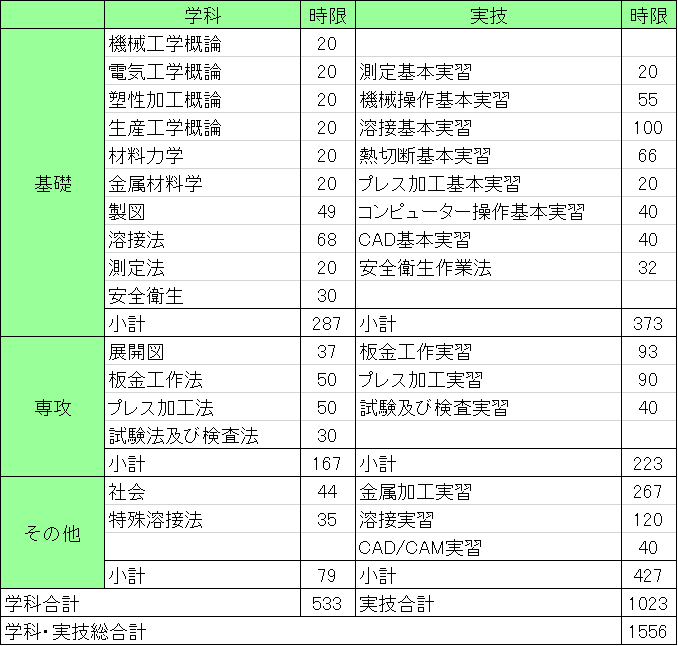
教科及び時限数(シラバス)
シラバス
詳細はシラバス「金属加工科」(PDF:375KB)(別ウィンドウで開きます)をご覧ください。
訓練教科目並びに時間数(1時限=45分)
実習風景
切る
ガス切断


ガス切断は、切断用吹管を使って、単に熱で溶かして切るというより、溶けた金属に酸素を混入させ、短時間で「錆(さび)」を発生させて切断していきます。
切断用吹管を一定の高さに保持し、一定のスピードで引くのがポイントです。
直線部は、切断用の定規に沿わせながら切断します。
R部は、自製の切断用コンパスを使って、体を回転させながら切断します。
機械による切断
ある板材から必要なサイズに切り出すことを「シャーリング(せん断)加工」といいます。シャーリングの加工原理は、ハサミと同じです。上下二つの刃の間に材料を挟み、上から圧力を加えて切断する機械を使います。
曲げる
焼き曲げ

曲げ加工は、曲げる箇所を700~800℃まで加熱して手で曲げて行います。曲げる箇所に罫書き、材料を万力に固定した後、700~800℃(あずき色)になるまで加熱し、左右同じ力で曲げていきます。
ベンダーによる曲げ

金属板に曲げ加工を行う機械を「ベンダー」と呼びます。
ベンダーは、曲げる金属板により最適な凸型と凹型を交換して使用します。
最適な型は板厚、曲げR、曲げ角度、製品形状により決定されます。
溶接する
アーク溶接は、電気エネルギーを「アーク」という現象を利用して熱に交換し、この熱を応用して金属の接合に用いる方法です。ここではそのうち3種類をご紹介します。
被覆アーク溶接(手溶接)

一般的には「手溶接」(溶接操作を手で行う溶接)ともいわれ、鉄鋼材料から非鉄金属材料の溶接まで幅広く利用でき、適用範囲も広い溶接方法です。
手アーク作業で使用されている溶接棒とは、心線と呼ばれる金属の線の周りに被覆材(フラックス)というものを塗って乾燥させたものです。溶接棒が熱で溶けることで、心線は金属同士をつなぎ止め、被覆材にはその溶接した箇所を外部から守るという重要な役目があります。
半自動アーク溶接(炭酸ガスアーク溶接)
半自動アーク溶接とは、シールドガス(一般的には炭酸ガス)を吹き付けてアークと溶着金属を大気から遮蔽しながら、自動的に溶接ワイヤが供給され、溶接トーチの操作は手動で行うアーク溶接方法です。
シールドガスには、アルゴン(Ar)やヘリウム(He)などの不活性ガスを用いる場合もあります。
TIG溶接

日常生活では、鉄製品に替わり、アルミ・ステンレス・チタンといった非鉄金属製品が身近になってきています。特に「錆びない」「美しい」と言われているステンレス製品が目立ちます。
これらの組み立てには溶接が必要になる場合が多く、そこで登場するのがTIG溶接機です。
TIG溶接とは、タングステン(Tungsten)電極を用い、シールドガスとしてアルゴン、ヘリウムといった不活性ガス(Inert Gas)を用います。
シールドガスの中でタングステン電極と母材間にアーク放電させ、アークを熱源として、母剤と溶加棒を融解して金属を接合する方法です。
溶接後の表面をいかに美しく仕上げるかが非常に難しく、校では日々練習を重ねています。
あける
ボール盤による孔あけ
ボール盤は主にドリルを使って孔あけ作業をする工作機械です。主軸に取り付けられたドリルが回転しながら、工作物に切り込んで穴をあけます。
作業手順は、けがき針でけがいて(交点が穴をあける位置にくるように十字線をけがく)、ポンチで印を付け、その印の位置に選定したドリル径で穴をあけます。
当校では主に、直立ボール盤(床上で、ボール盤のなかで最も一般的な作業に用いられている)及び卓上ボール盤(作業台の上に据え付ける小型のボール盤)で作業を行います。
パンチング加工


パンチング(穴あけ)加工は、最も自動化の進んだ工程です。
パンチング加工は、求める穴形状をもつ雄型と雌型の間に金属を置き、雄型を上から押して任意の形状に穴あけ加工していくというものです。
NCタレットパンチプレスとは、多数の金型が装着可能な、円盤状のタレットと、板材の位置決めをコンピュータで制御するマシンで、加工点を1点に定めて必要な金型を選定し、材料を移動させながら多様な穴あけを行う機械です。
当校では、CAD/CAM(コンピュータを用いて設計から製造までを一環的に支援するシステム)の技能を習得し、NCタレットパンチプレス及びNCベンダーを使って、製品設計から、設計されたものを工作機械で加工するための制御プログラムを作成します。
修了生からのメッセージ
現場で活躍している修了生からのメッセージです。